
/chemie-und-petrochemie.jpg)
/energietechnik.jpeg)
/pharmaindustrie.jpg)
/gebaeudetechnik.jpeg)
/holz-und-papierindustrie.jpeg)



Wärme: vom Nebenprodukt zum Wettbewerbsvorteil
Individuelle Wärmetauscher- und Energiespeicherlösungen
Unsere Produkte
KUNDENSPEZIFISCHE FERTIGUNG
Wir entwickeln Produkte mit innovativem Charakter, die unsere Welt jeden Tag ein wenig effizienter und ökologischer machen.
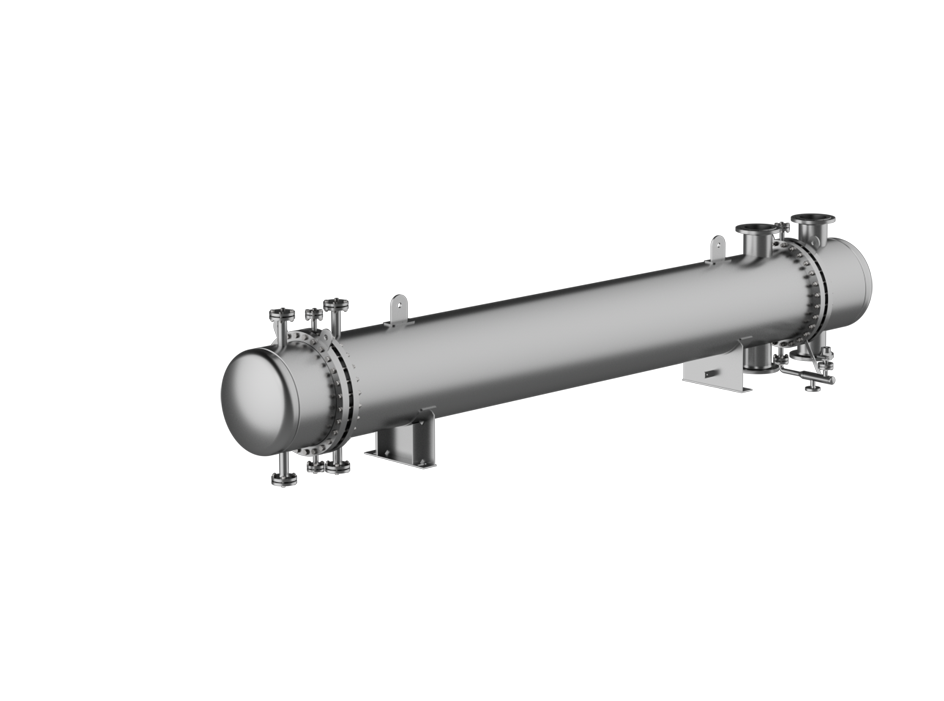
Rohrbündelwärmetauscher
Mehr erfahren

Elektroerhitzer
Mehr erfahren
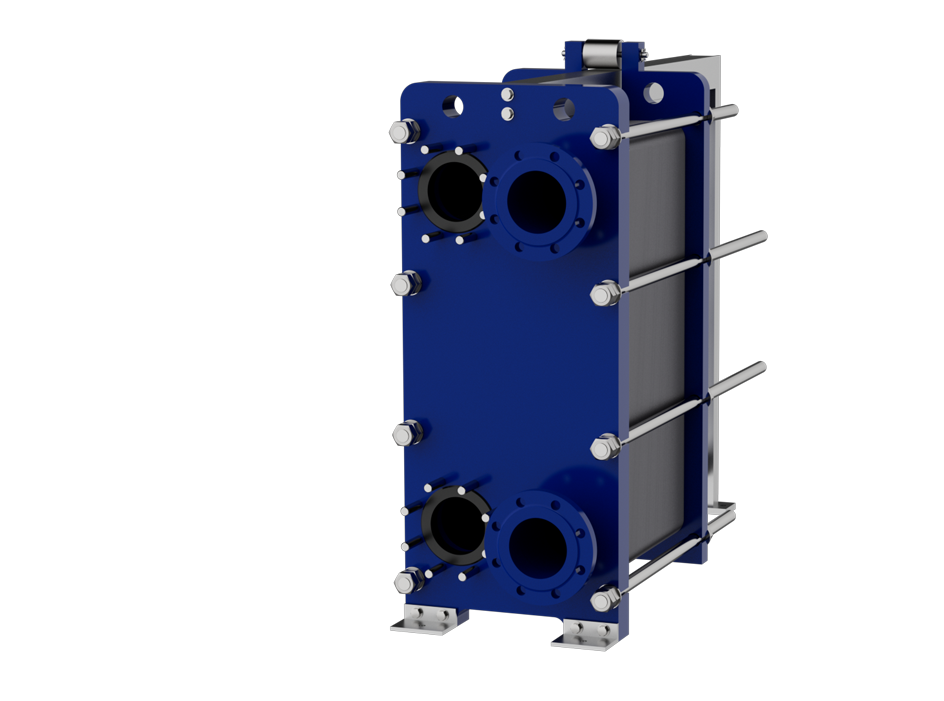
Gedichtete Plattenwärmetauscher
Mehr erfahren
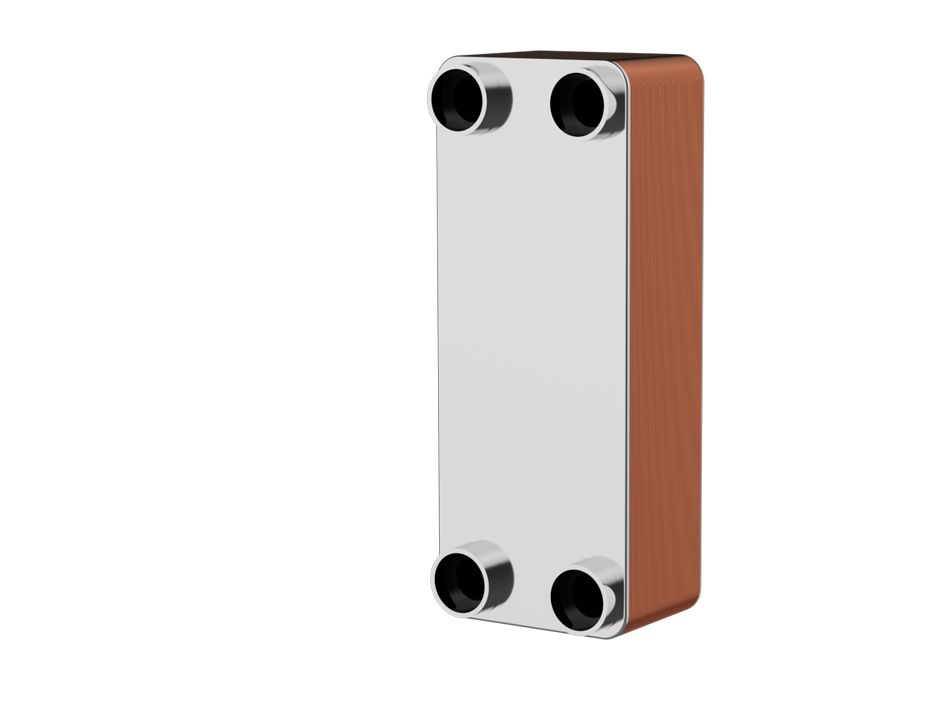
Gelötete Plattenwärmetauscher
Mehr erfahren
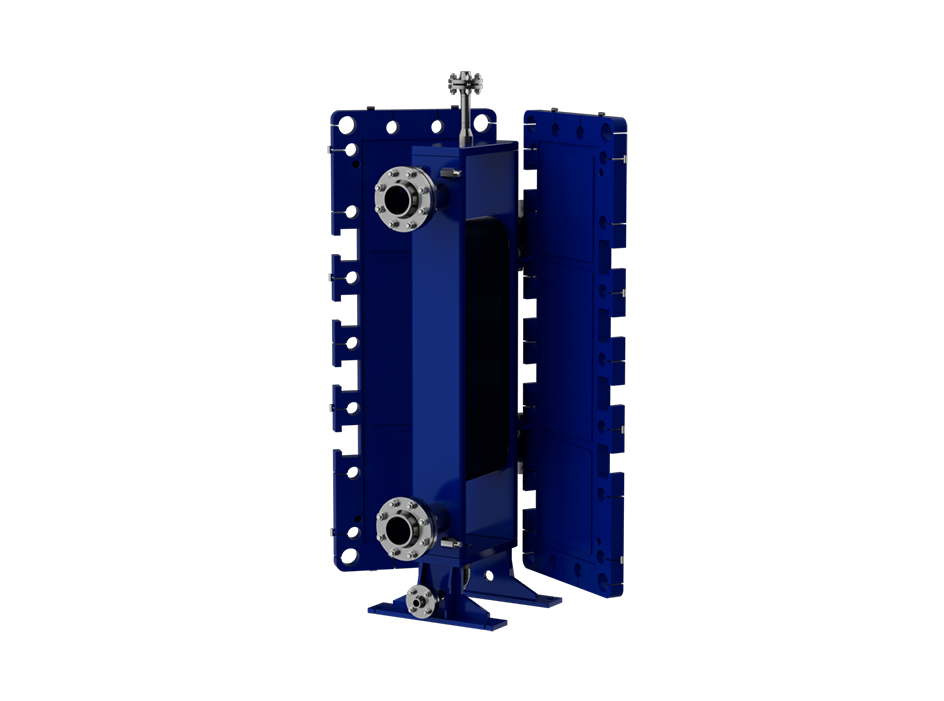
Geschweißte Plattenwärmetauscher
Mehr erfahren

Diffusionsverschweißte Wärmetauscher
Mehr erfahren
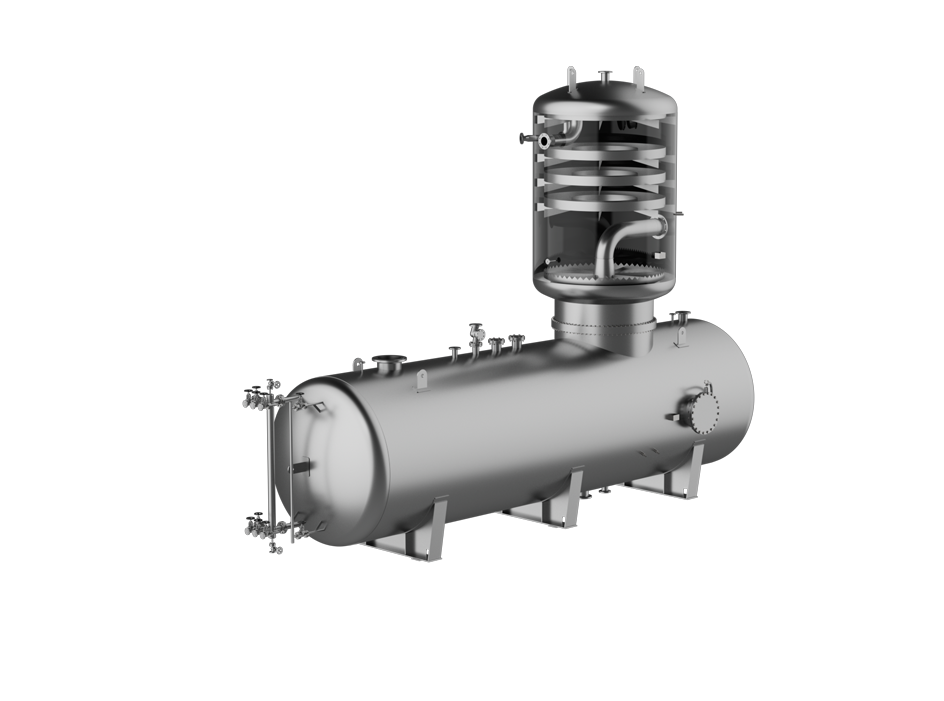
Behälter
Mehr erfahren

Ihre individuelle Lösung
Mehr erfahren
ANWENDUNGSSPEZIFISCH
Ihre Märkte sind unsere Märkte. Jährlich verlassen über tausend Produkte ZILONIS, die weltweit eingesetzt werden, um die anspruchsvollsten Herausforderungen zu meistern.
Hergestellt in Deutschland
Ein Ganzesentsteht aus einzelnen Teilen.
Steigen Sie mit uns in die Zukunft!
Als Kunde
Sind Sie auf der Suche nach nachhaltigen Lösungen? Bei uns finden Sie einen Partner, der Ihre Bedürfnisse versteht und Ihnen das höchste technische Niveau bietet.
Mehr erfahren
Als Arbeitnehmer
Sind Sie auch leidenschaftlich für Umwelttechnologien und möchten einen Beitrag zu einer ökologischeren Zukunft leisten? Dann werden Sie Teil unseres Teams!
Mehr erfahren
Als Innovationsscout
Beschäftigen Sie sich auch mit innovativen ökologischen Technologien in den Bereichen Heizung, Kühlung und Energie? Dann lassen Sie uns gemeinsam die Zukunft entwickeln!
Mehr erfahren
Als Investor
Sie sind auf der Suche nach Investitionsmöglichkeiten mit gutem Gewissen? Umwelt und Rendite widersprechen sich nicht. Reden wir über sinnvolle Innovationen!
Mehr erfahren
Als Lieferant
Sie möchten unsere Anforderungen abdecken und zusammenarbeiten? Wir sind ständig auf der Suche nach innovativen Produkten und strategischen Partnern.
Mehr erfahren
Als Unternehmer
Sie suchen einen Nachfolger? Überlassen Sie Ihr Unternehmen aus den Bereichen Energie, Umwelttechnik oder Wärmetauscher in sicheren Händen!
Mehr erfahren


